涂布器制备网
涂布器、涂布棒、计量棒、刮棒网上直销咨询热线
185663988021、范围及说明
本方法适用于测定漆膜一般性能用试板的制备。制备涂膜时,应选择制备涂膜用的材 料、底材的表面处理、制板的方法、漆膜的千燥和状态调节、恒温恒湿条件以及漆膜厚度 等。本方法介绍了五种底材的材质要求和处理方法,并列出了六种制板方法,为有关产品通 用试样方法中所采用的标准试板及涂漆方法。
2、仪器和材料
(1)马口铁板 应符合镀锡量为E4,硬度等级为T 52,厚度为0.2~0.3mm。除另有规 定外,尺寸为 25mmX 120mm、50mmX 120mm 或 70mmX 150mm 的试板。
(2)玻璃板 除另有规定外,玻璃板应符合规定的技术要求,尺寸为90mmX120mmX (2~3)mm的试板。
(3)钢板除另有规定外,钢板应符合普通碳素钢的技术要求,尺寸为50mmX120mmX(0.45~0.55)mm或65mmX150mmX(0.45~0.55)mm的试板。
(4)铝板 除另有规定外,铝板应符合规定的技术要求,尺寸为50mmX150mmX(1~2)mm的试板。
(5)石棉水泥板 除另有规定外,石棉水泥板应符合规定的技术要求,厚度为3~6mm的试板
(6)钢棒 普通碳素钢棒,直径(13±2)mm,长120mm,一端为圆滑面,另一端为孔或环。
(7)漆刷 宽25波浪线35mm。
(8)喷枪 喷嘴内径0.75~mm。
(9)刮涂器
(10)黏度计 涂-4黏度计或ISO流出杯。
(11)杠杆千分尺或其他漆膜测厚仪。
(12)秒表 分度为0.2S。
(13)电热鼓风恒温干燥箱。
3、底板的表面处理
(1)马口铁板
1)溶剂清洗法制板试板 涂漆前应擦净试板上的油,用二甲苯或溶剂汽油洗净油迹; 也可用无毒的不含酸、碱的挥发较快的其他溶剂清洗,洗净的试板可由溶剂挥发干燥或用洁 净丝绸布擦干,如不立即涂漆,则应放置于干燥器内保存。
2)打磨(磨光)法制板 如果要求比溶剂清洗制板更均匀的试验表面,建议打磨马口 铁板。打磨处理除另有规定外,应使用符合规定的500号水砂纸干磨法打磨。
打磨操作程序为:a.顺试板任何一边的平行方向平直均匀地来回打磨;b.与第一次方 向垂直的方向平直均匀地来回打磨,直到原表面磨去为止;c.以直径约80~100mm的圆周 运动打磨,直到表面形成的圆圈重叠为止。打磨动作要轻,以免磨料嵌入表面,试板上不得有一处镀锡层被全部磨掉。经打磨处理 过的试板,再按上述的“溶剂清洗法制板”的操作进行清洗处理。
(2)玻璃板
1)溶剂清洗法制板试板使用当天,用二甲苯或溶剂汽油洗净油迹;也可用无毒的不含酸、碱的挥发较快的其他溶剂清洗,洗净的试板可由溶剂挥发十燥或用洁净丝绸布擦千, 如不立即涂漆,应放置于干燥器内保存。
2)洗涤剂清洗法制板玻璃试板用温热的非离子型洗涤剂水溶液彻底洗涤,然后反复 用温热的蒸馏水(应符合GB/T 6682规定的三级水)将试板彻底洗净。
洗净的试板通过自然挥发干燥或用低温加热除去微1的冷凝湿气。千燥而洁净的玻璃板 应置于干燥器内,随用随涂,当天用完。
注:一般情况下,用肥皂水洗涤,淸水冲净,自然T燥或低温吹干后。背于T燦器中。
(3)钢板制板前,钢板应贾于中性轻质矿物油或烃类溶剂(应无添加剂)中浸泡存 放,以防锈蚀。或用矿物油浸透的纸将钢板包好存放。或存放于干燥器中。
1)溶剂清洗法制板与上述“马口铁板”的“溶剂淸洗法”相同。
2)打磨(磨光)法制板打磨处理应使用符合规定的400号水砂纸干磨法打磨,去掉 表面镀层(去掉的表面层厚度应不少于0.7μm即全部去掉镀层)。
打磨操作程序为先顺试板任何一边的平行方向平直均匀地来回打磨,然后与第一次方向 垂直的方向平直均匀地来回打磨,直到原表面磨去为止,最后以直径约80~100mm的圆周 运动打磨,直到表面形成的圆圈重叠为止。
注:如试板表面处埤有特殊要求,可另行规定其他操作程序和方法来实施a
3)喷抛射清理法制板用于通用试验方法的冷轧钢板不宜用喷抛射淸理处理试板表面。 喷抛射清理法适用于热轧钢、铸铁等梢型或板型材料。
用喷抛射清理法处理试板前,应先按“溶剂淸洗法制板”的操作对试板进行淸洗处理。 喷抛射清理法使用的磨料和供给的压缩空气均应干燥而清洁,磨料粒子尺寸应均匀,以 0.5~1.2mm为适宜,根据试验要求也可使用不同尺寸的磨料。所有磨料应有尖锐的边角, 且磨料硬度要比喷射清理的试板硬度吏硬。一般碳化硅可满足要求,此外,Vickers (维氏) 硬度值大于750HV的钢丸也适用。
磨料喷射方向应垂直于试板表面,其喷射速度应大于75m/s。采用压力为0.8MPa的压 缩空气,使磨料从适宜的喷嘴喷射出去可达到喷速要求。喷射清理处理应一直进行到试板表 面出现喷射清理的花纹、完全无可见污物或斑溃时止,并用压缩空气吹去全部磨料粒子。喷 射清理后试板表面粗糙度不应大于100pm,且不应再被弄脏。除非另有商定,处理后的试 板应在2h内尽快涂上涂料。
(4)铝板
1)溶剂清洗法制板 与上述“马口铁板”的“溶剂清洗法”相同。
2)打磨(磨光)法制板
铝板在空气中易形成氧化膜,通常在涂漆前才处理。用软布垫或其他合适的材料沾上磨 料,并用溶剂湿润,按上述“马口铁板”的打磨操作程序进行打磨处理,直至铝板表面痕迹完全除去。
经打磨过的试板,在使用前按“溶剂清洗制板法”的操作进行清洗处理。
(5)石棉水泥板用干布擦去试板上的灰尘,将试板浸人清洁的水中一周,在这一周中, 每天换一次水,使试板pH值接近10,试板取出后用刮刀清除试板表面析出的松散泥浆,然后 用水冲洗干净、晾干。用0号砂布或200号水砂纸将试板打磨平整,打磨的操作程序参照上述 “马口铁板”的方法进行。表面打磨平整的试板用水冲洗干净、晾干后,置于(23±2)°C及相 对湿度(50±5)%的环境中,存放一周以上。试板在使用前,应将板面灰尘擦净。
注:在无法保持标准溢度及湿度的条件下,也可另行商定其他条件,但应注明。
4、取样
5、制板方法
涂漆前将试样搅拌均匀,如果试样表面有橘皮,则应先仔细揭去。多组分漆按产品标准 规定的配比称量混合,充分搅拌。必要时混合均匀的试样可0.124~0.175mm(120~80 目)筛子过滤,然后按产品标准规定选用下列方法之一制备漆膜。(1)刷涂法将试样稀释至适当黏度或产品标准规定的黏度,用漆刷在规定的试板上,快速均匀地沿纵横方向涂刷,使其成一层均匀的漆膜,不允许有空白或溢流现象。涂刷好的 样板按本章节6进行干燥。
一般实验室用器具为狼毛刷。此法通过控制刷漆量来控制样板厚度。
(2)喷涂法将试样稀释至喷涂黏度[(23±2)℃条件下,在涂-4黏度计中的测定值, 油基漆为20~30s;挥发性漆为15~25s。在ISO流出杯中的测定值,油基漆应为45~80s; 挥发性漆应为24~45s]或按产品标准规定的黏度,然后在规定的试板上喷涂成均匀的漆 膜,不得有空白或溢流现象。喷涂时,喷枪与被涂面之间的距离+小于200mm,喷涂方向 要与被涂面成适当的角度,空气压力为0.2~0.4MPa (空气应过滤去油、水及污物),喷枪 移动速度要均匀。喷涂好的样板按本章节6进行干燥。
此法通过控制试样黏度、喷枪移动速度、喷涂道数等因素来控制膜厚。
(3)浸涂法将试样稀释至适当黏度(使漆膜厚度符合产品标准的规定),然后以缓慢 均匀的速度将试板垂直浸入漆液屮,停留30s后,以同样速度从漆液中取出,放在洁净处滴 干10~30min,滴干的样板或钢棒垂直悬挂于恒温恒湿处或电热鼓风恒温干燥箱中干燥(干 燥条件按产品标准规定),如产品标准对第一次浸漆的干燥时间没有规定,可自行确定,但 不超过产品标准中所规定的干燥时间。控制第一次漆膜的干燥程度,以保证制漆的漆膜不致 因第二次浸漆后发生流挂、咬底或起皱等现象。
此后,将试样倒转180°,按上述方法进行第二次浸涂,滴干。按本章节6进行干燥。
此法通过控制试样黏度来控制厚度。
(4)刮涂法
1)腻子刮涂法 将试板放于腻子刮涂漆底座上,把厚度适合的模框及刮刀框套在其上 并卡紧。再用金诚刮刀将腻子均匀刮涂在试板上,使其成均匀平整的腻子膜,取下腻子样板 按本章节6进行干燥。
漆膜刮涂法 将试板放在平台上,并予以固定。按产品规定的湿膜厚度,选用适宜间隙的漆膜制备器,将其放在试板的一端,制备器的长边与试板的短边大致平行或放在试板 规定的位置上,然后在制备器的前面均匀地放上适贵试样,握住制备器,用一定的向下压力 并以150mm/s的速度均速滑过试板,即涂布成需要厚度的湿膜。手工涂膜会因为作用在漆膜制备器上的涂布速度和施加压力的不同而造成涂膜的不规 则,采用自动涂膜机可减少或消除人为因素的影响,仪器见下图。
(5)浇注法 用杠杆千分尺或测厚仪测量底材厚度,然后把预先调整至合适黏度并充分 搅匀的漆样均匀地浇注于整块位于水平的样板 上,再以45°角倾斜放置于沽净无灰尘处10~30min,使样板上多余的漆流尽,以同样的角度 置于干燥箱内,干燥的温度和时间按产品标准 规定进行。此后,将样板倒转180°,按上述方进行第二次浇漆。
(6)旋转涂漆法 采用旋转涂漆器制备均匀的漆膜。将底板固定在涂漆器的样 板架上,在仪器上选定旋转时间[以“秒(s)” 计]及转速[以“转/分(r/min)”计],再将调整 至合适黏度(涂-4杯,黏度高于30s,低于150s) 的试样沿底板纵向的中心线成带状注人,其贵约占 底板面积的1/2,迅速盖上盖子,启动电机,待涂 漆器自动停止转动后,方可打开盖子,取出样板, 按本章节6进行干燥。此法通过控制试样的黏度、仪器的转速及旋转时间来制得一定厚度的漆膜。涂料黏度越低、转速越快、旋转时间余越长,制得的漆膜厚度越薄,反之越厚。注:上述各种方法的制板过程中,均不允许手指与试板表面直接接触,以免留下指印影响漆膜性能的测试。
6、漆膜的干燥和状态调节
(1)自干漆 除另有规定外,按上述方法制备的漆膜应平放在恒温恒湿条件下[温度 (23±2)°C,相对湿度50%±5%],按产品标准规定的时间进行干燥。一般自干漆在恒温恒 湿条件下进行状态调节48h (包括干燥时间在内);挥发性漆状态调节24h (包括干燥时间在 内),然后进行各种性能的测试。
(2)烘干漆 除另有规定外,按上述规定的方法制备的漆膜应先在室温放S 15~30min,再平放人电热鼓风恒温干燥箱中,按产品标准规定的温度和时间进行干燥。干燥后 的漆膜在恒温恒湿条件下状态调节0.5~1h,然后进行各种性能测试。
7、恒温恒湿条件
恒温恒湿条件是指标准环境条件温度(23±2)°C,相对湿度50%土5%。
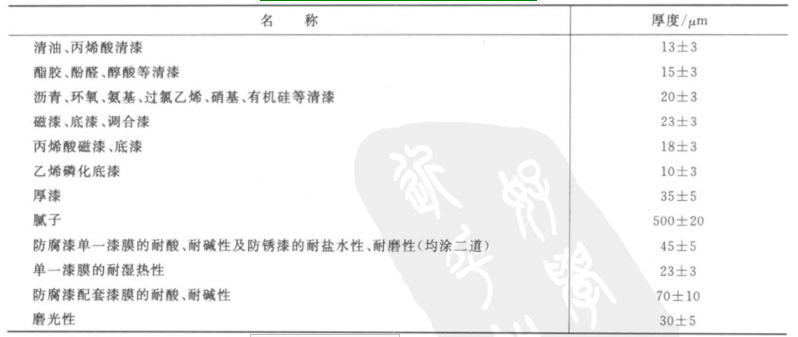
8、漆膜厚度除另有规定外,各种漆膜干燥后的漆膜厚度规定见下表。
9、参照标准
国家标准GB/T 1727《漆膜一般制备法》。
国家标准GB/T 1736《绝缘漆漆膜制备法》。
国家标准GB/T 9271《色漆和清漆标准试板》。
国家标准GB 9278《涂料试样状态调节和试验的温湿度》。